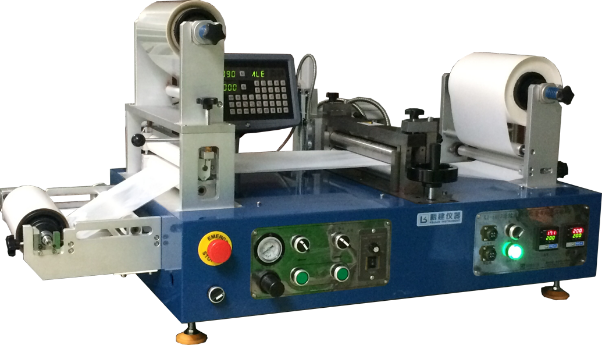
涂布机的使用注意事项
来源:科健仪器 时间:2018-05-29
3)设定涂布作业方式和相关参数(涂布速度、段长、空隙长度、辊速比等),而后接通压缩空气(调理气动操控箱调压阀使气动压力在0.2~0.3Mpa之间);
4)发动枯燥风机和枯燥温控仪。
5)接通主动纠偏和张力操控器电源。
6)设备各段温度均已到达工艺要求温度;
7)给涂布设备料斗加料,一起发动涂布机,进行涂布。
1.3关机程序
1)承认被涂布极片已卷绕完毕,而后停车。
2)封闭设备加热器电源,待各段温度降至60摄氏度以下时,中止枯燥风机及其他风机;
3)中止压缩空气。
4)断开纠偏柜和操控柜上的电源。
1.4注意事项
1)操作人员有必要接受岗前训练并经考核合格后方可上岗,并应严格遵守本操作规程。
2)除了必需的保护人员外,禁止非本岗位人员操作设备或改动设置参数。
3)辊速比主张设定在1.3~1.5范围内。
4)有必要承认枯燥风机现已发动后才干发动空气加热器。
5)调整涂布辊和背辊的空隙时应以涂布辊上的浆料刚好擦去而又不卡住背辊为准则,有必要确保两辊的平行、空隙共同(有必要有空隙)。
6)在从头设定参数后,必定要按置入按钮才干改动参数。
7)每班停机后须立即用酒精或丙酮清洗好料斗、刮刀、涂布辊及背辊等,外表不得有刮伤和损害。
8)注意坚持背辊气缸及直线滑轨的清洁及光滑。
9)机器轴承部位须定时加油光滑,减速箱须定时换油或弥补。
10)运行过程中一旦发现问题有必要即时记载并告诉相关部分,以便及时处理。
11)时间做好设备5S作业,保持设备及周边环境整齐。
此份操作规程仅适用于ST350-Ⅲ型极片涂布机。
2.涂布工序操作规程
2.1 工艺要求:
1)榜首涂布长度误差≤1mm,涂布空隙误差≤1mm。
2)第二面与榜首面的最大错位≤0.5mm。
本文链接:http://www.kinsgeo.com/ryzz/bl458/
官网链接:http://www.kinsgeo.com
本文链接:http://www.kinsgeo.com/ryzz/bl458/
官网链接:http://www.kinsgeo.com
上一个上一篇:什么是涂布?
下一个下一篇:高低温拉力实验机的保养